


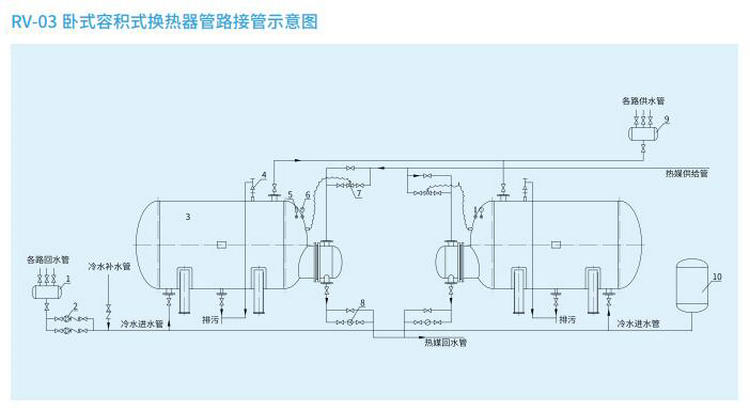
【卧式】RV-03容积式换热器/热交换器
(一)产品介绍
RV-03系列容积式换热器是新型换热器。适用于一般工业及民用建筑的热水供热系统,热媒为蒸汽或高温热水(设计选用时注明热媒品种)。
容积式换热器是利用冷、热流体交替流经蓄热室中的蓄热体(填料)表面,从而进行热量交换的换热器,间壁容积式换热器的冷、热流体被固体间壁隔开,并通过间壁进行热量交换的换热器,因此又称表面式换热器。

主要由器体、蒸汽盘管组件,蒸汽进出口、冷热水进出口等组成,本实用新型为防止器体内表面腐蚀,在表面上喷涂有一层防腐合金层,并在合金层上刷制有油漆层,另取消原有管箱,蒸汽盘管通过法兰直接外接,从而使本实用新型具有结构简单合理、使用寿命长,换热效果好,节能等特点。
容积式换热器特点有:
1、采用小管径换热束,热媒二级换热;
2、罐内增设导流、阻流装置,显著提高传热系数;
3、采用新型换热管束,多流程,热媒利用率高、节能;
4、热媒温降大,汽水换热时,凝结水出水温度约50℃,回水管上下需设疏水器,给使用维修带来方便,水-水换热时,热温降为同型换热器的2~2.5倍,120~150℃的高温热水换热后可降至70~75℃。
5、容积式换热器换热效果好,散热效果好,散热损失小,节能。同时,以蒸汽为热媒时,能回收约占整个换热量的15%凝结水热量。
6、冷水区域小,容积利用率高。
7、保持了容积式换热器贮水量大,水头损失低,供水安全稳定,方便清垢之优点。

(二)设计使用说明
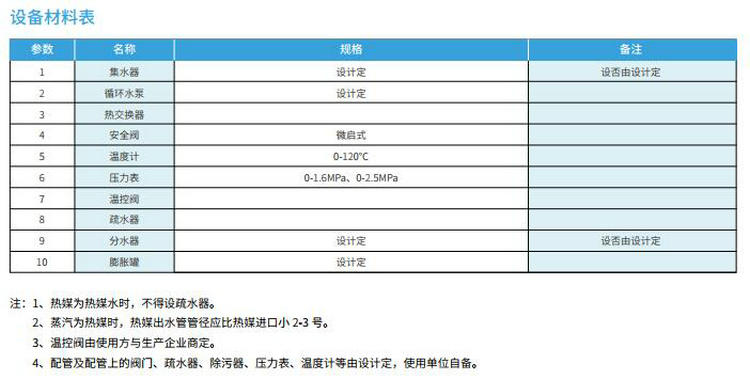
1、被加热水出口温度不得高于75℃,实际使用时,为延缓结垢,被加热水温度宜控制在50-60℃之间。为使运行更安全,热媒出水管上须装设疏水阀。
2、材质:壳体可按用户要求,选择不锈钢材料(SUS304、SUS316L、SUS2205)或碳钢内衬SUS304、碳钢内衬SUS316L、碳钢内衬SUS444、碳钢内衬铜;换热U型管材料分紫铜管、SUS304不锈钢管、SUS316不锈钢管。
3、RV-03产品采用钢制鞍式支座,一般做高H=300mm的混凝土支墩;
4、换热器应安装安全装置。装设安全阀时,安全阀开启压力应不超过设计压力(订购安全阀时应申明),安全阀的安装和使用应符合国家相关规定。
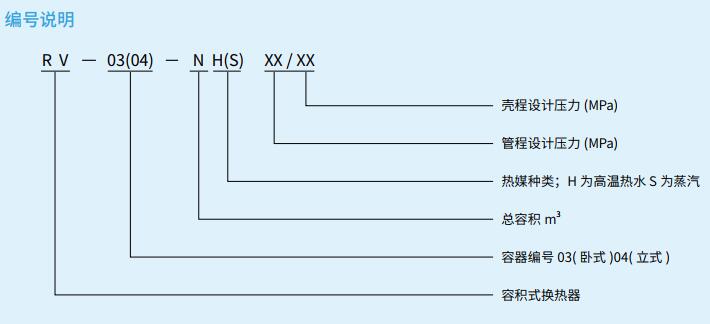
(三)编号说明
型号说明:RV-03-5H(0.4/1.0) RV-容积式, 03-卧式, 5-立方, H-水水换热, 0.4/1.0-管程压力0.4MPa壳程压力1.0MPa
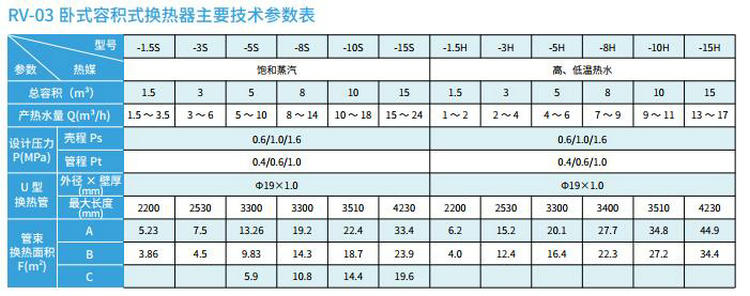
(四):主要技术参数表
管程设计压力
管程设计压力定义:指换热器管程(即管内流动的介质)在正常工作条件下允许的最高压力,通常标注为设计压力(Design Pressure)。
作用:1、确保管道、管板等部件能承受介质压力,避免因超压导致泄漏或破裂。2、作为强度计算和材料选择的依据(如管壁厚度、焊接工艺等)。
影响因素:1、介质性质(如腐蚀性、温度);2、系统操作压力及安全阀设定值;3、可能的水击或压力波动。
示例:若管程走高温蒸汽,设计压力需考虑蒸汽饱和压力及安全余量。
壳程设计压力
壳程设计压力定义:指壳程(即管束外侧与壳体之间的空间)在正常工作条件下的最高允许压力。
作用:1、保证壳体、法兰、膨胀节等部件的结构完整性;2、防止壳程介质外泄或壳体变形。
影响因素:1、壳侧流体特性(如黏度、腐蚀性);2、温差应力(尤其当管程与壳程温差较大时);3、外部载荷(如风载、地震载荷)。
示例:壳程若走循环冷却水,设计压力需结合水泵扬程及系统阻力。

【太阳能热水系统、空气能热泵厂家直销】
专业承接(空气能、太阳能)热水、采暖、烘干工程
设计:酒店、宾馆、泳池、浴场、宿舍、会所、工地等商用热水工程方案;销售:空气能热水器、太阳能热水器;安装:太阳能热水系统、空气能热水系统;维护:太阳能、空气能热水工程维护与维修。












容积式换热器
容积式换热器是利用冷、热流体交替流经蓄热室中的蓄热体(填料)表面,从而进行热量交换的换热器,间壁容积式换热器的冷、热流体被固体间壁隔开,并通过间壁进行热量交换的换热器,因此又称表面式换热器。
容积式换热器热媒温降大。汽水换热时,凝结水出水温度约50℃,回水管上下需设疏水器,给使用维修带来方便,水-水换热时,热温降为同型换热器的2~2.5倍,120~150℃的高温热水换热后可降至70~75℃。
容积式换热器换热效果好,散热效果好,散热损失小,节能。同时,以蒸汽为热媒时,能回收约占整个换热量的15%凝结水热量。
安装使用在哪里?
从广泛性来看,主要应用在生活热水泵房,生活热水泵房一般建造在建筑的负一层或负二层的设备间。
运行原理:
容积式换热器是管壳式换热器的一种,属于间壁式传热换热,即一种高温热媒介质(水或蒸汽)与另一种低温介质(水)通过换热管管壁进行传热换热,将低温介质升温加热到预定温度的一种设备。低温冷水自设备底部进入设备筒体,被加热后变成生活热水,经过设备顶部的出口流出。
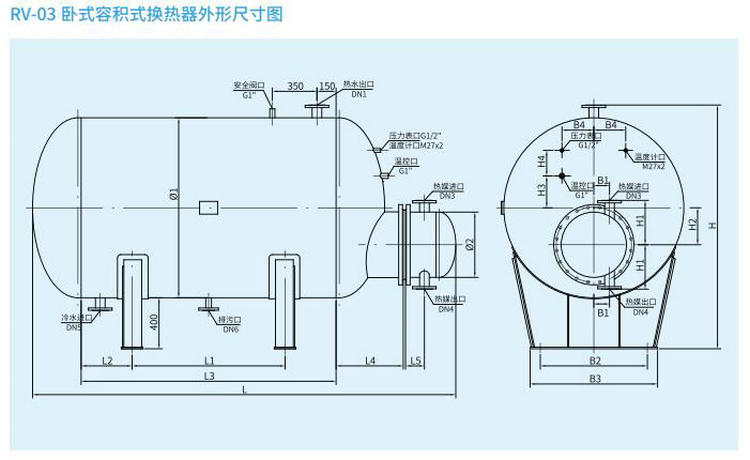
结构形式:
在暖通热水设计之初,设计人员要根据用水量和换热量多少确定容积大小,再根据泵房高度和占地面积等因素来选取是立式结构,还是卧式结构。立式结构适用于设备间高度无限制要求的场合,可以节约占地面积。相反,卧式结构适用于占地面积无限制要求,且对设备间高度有要求的场合。
选型报价的参数?
无论是工程预算还是即将采购安装,都需要容积式换热器厂家进行选型报价,那么,应该提供哪些参数才可以准确进行报价?
(1)型号,型号中一般包含了比较全的参数数据。
(2)容积大小、传热面积、立式还是卧式、热媒是蒸汽还是高温水、管程和壳程压力。
(3)设备材质要求,是标准材质,还是要求不锈钢、紫铜。
安装使用:
安装时,设备与设备之间的净距离为700mm,设备与墙体的净距离为1000mm。
为保证设备运行安全,热交换器的顶部须装安全阀,其开启压力宜为热水系统工作压力的1.05倍,且不得大于换热器本体的设计压力。
为防止安全阀工作失效,系统内应设膨胀水箱或压力膨胀罐与热交换器相连。
热交换器在热水供应系统安装调试完成后,在外表面作保温层。
为延长立式容积式热交换器的使用寿命,减少维修工作量及节约能源,保持高效换热,当被加水的总硬度大于等于300mg/L(以CaCO3计)时,宜采取适宜的水质软化或水质稳定防垢措施。
为确保供水质量,及时排除壳体内下部沉积的污物,热交换器每周应开排污阀1~2次,进行排污。每年定期对换热管进行除垢,步骤如下:
①放净壳体内的水;
②关闭进出水口;
③打开进汽阀和冷凝水阀门排净管内存水,然后关闭冷凝水阀门,大约5 -6分钟突然关闭进汽阀门,打开冷水阀门和底部排污阀门,使换热盘管突然冷却,同时排掉脱落水垢,连续3~4次即可全部排净,设备继续投入运行。
为延缓结垢,减少维修工作量,被加热水终温宜控制在50-60℃之间。
热交换器使用中应定期检验,每年至少进行一次外观检查,每三年至少进行一次内外部检验,每六年至少进行一次全面检验。
注意事项:
容积式换热器的需要专业的设计院或厂家进行专业计算选型,不可随意选定,以免影响热水制备效果。
设备安装过程中,宜根据厂家规定的安装手册和基础施工图来施工,以免影响设备使用寿命。
安全阀的选配要根据设备的设计压力而定,起跳压力的设定要参考厂商技术人员的指导。